
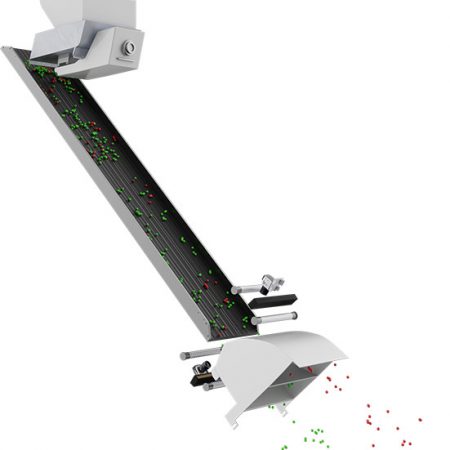
AVISCAN optical sorters combine a considered mechanical design with the state-of-art vision components. The modular design of our devices allows for an individual approach to the configuration and specification of each unit. The development of our own technologies and cooperation with the world's leading manufacturers of vision components have allowed us to create such a universal device for sorting loose products. The development and patenting of an innovative chute design, as well as the creation of our own LED illuminator allowed us to improve the accuracy of defective products rejection. Our optimized algorithm ensures the selection of material at the highest level, meeting the most demanding industrial requirements. Thanks to the intuitive user interface, AVISCAN sorters can also be operated by unskilled workers.
The AVISCAN sorter chute is equipped with a patented technology of leveling the speed of objects with different densities. In standard solutions, the products move from the vibrating feeder to the chute surface in a random way, causing the friction forces acting on them to have different values. This results in inconsistent object speed during selection and lower sorter accuracy. The technology developed by our engineers ensures uniform speed of the material, so that the AVISCAN family of machines is characterized by both high accuracy of rejection of defective objects as well as a low percentage of compliant objects loss. In addition, our sorters are also available in a conveyor belt version, increasing the range of applications.
High performance of AVISCAN sorters is guaranteed by combining GPUs and FPGA chipsets. This configuration supported by advanced algorithms has resulted in increased computing capabilities and parallel computing. The combination of GPUs and FPGAs provides enough computing power to make a decision in a fraction of a second.
Fully modular design allows you to adapt AVISCAN sorters to work with any loose products. Our sorters allow both the addition of sorting modules to increase productivity and the selection of individual components, such as the type of feeder or camera. AVISCAN sorters are available in a chute or conveyor belt configuration to best meet the individual applications. Depending on the customer's requirements, we can also modify the construction parameters, such as the working width of a single module.
AVISCAN detection system consists of the state-of-the-art CMOS line scan cameras. The high resolution of the sensors used enables full scanning of the working area, as well as accurate identification of material and contaminants. The use of line scan cameras has allowed to achieve even higher speeds while maintaining high accuracy of sorting. The cameras, as well as other components of our devices, can be specially selected for the specific applications required by the customer.
High resolution cameras have been matched with high-quality lenses that allow you to take full advantage of the sensor's capabilities. The AVISCAN sorter optical system ensures precise focusing on the working area, providing an enough sharp image to detect defects up to a fraction of a millimetre in size.
The AVISCAN sorters are equipped with illuminators specially designed and constructed for optical sorting. The parameters of our illuminators have been selected to further increase the speed and quality of sorting, as well as the reliability of the design - LEDs have the highest lifetime among all lighting technologies used in industry and they ensure significantly lower energy consumption.
AVISCAN sorters can sort material by color, shape and size, as well as reject impurities and detect surface defects. Thanks to our own sorting algorithm, all operations are performed with the highest accuracy, without any loss of efficiency. Our machines can be adapted to any loose materials - the software can handle both the sorting of PET flakes by color, as well as the detection of defective fries.
Specially selected high-frequency solenoid valves ensure high sorting accuracy. The valves used provide both high precision of work and a very long lifetime counted in billions of cycles, with minimal service requirements. This way you can be sure that your machine will operate without failure, maintaining the same high level of sorting. An additional advantage of the components used is the low air consumption.
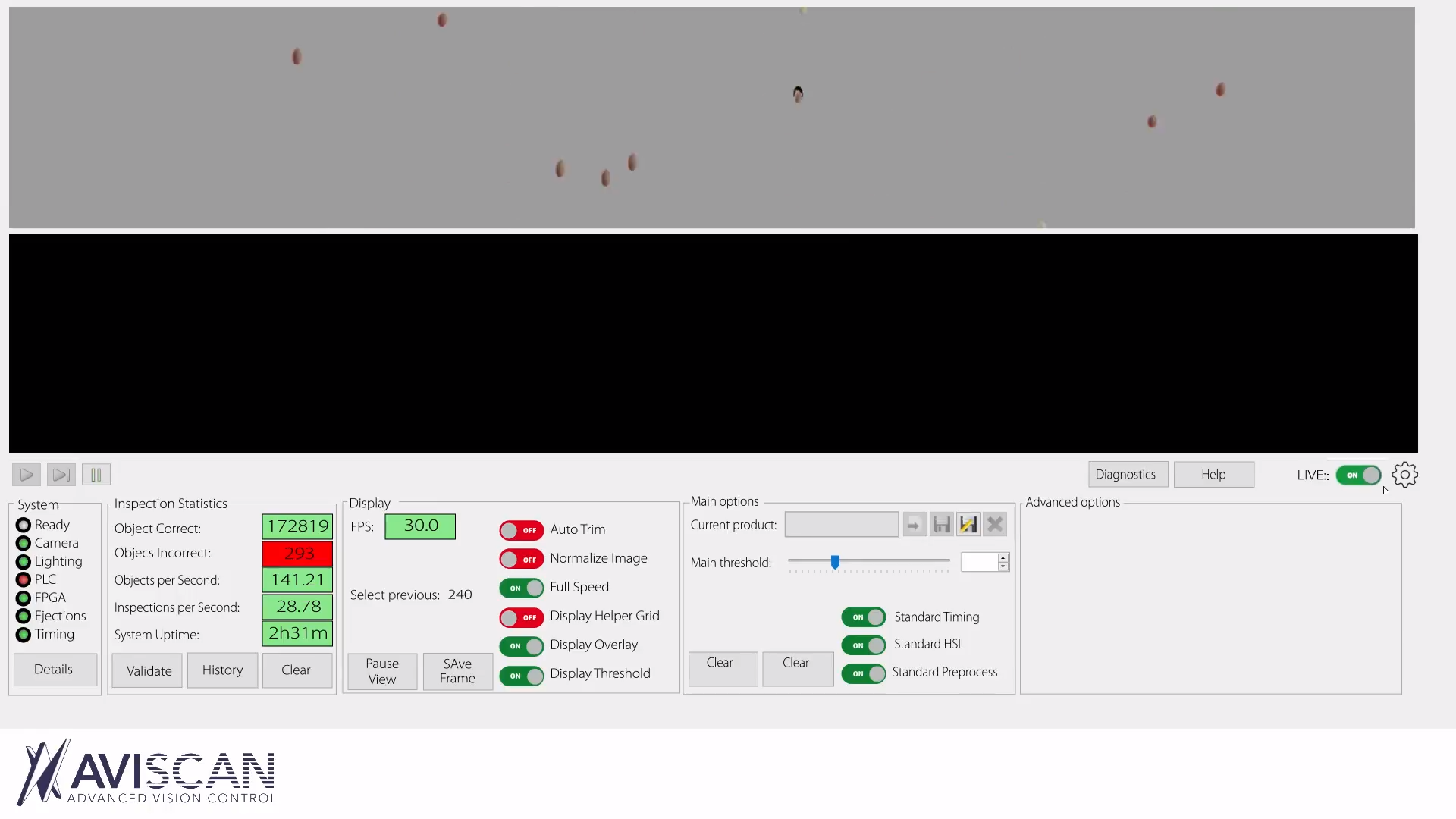
AVISCAN is equipped with an intuitive control panel that allows you to select the operating parameters and control the status of components. The screen displays current statistics, such as the number of correct and incorrect objects and the speed of inspection, as well as real-time preview of camera images. AVISCAN also has extensive component diagnostics options in the event of a malfunction.
AVISCAN optical sorters meet the demanding standards of industrial environments. The optical system and electronics are protected against adverse conditions such as dust, reducing service requirements. Furthermore, the AVISCAN machines can also be adapted to work with foodstuffs and wet products.
Even after purchasing the sorter we can still expand your device with additional functions. The modular design allows you to change the configuration after the installation of the system. One device allows you to sort different materials, and additional modifications will enable you to introduce new functions. AVICON provides full after-sales support and takes care of its solutions, both remotely and on-site.
![]()
AVICON Advanced Vision Control is a company specializing in applications in the field of machine vision. We specialize in solutions addressed to industrial, scientific, sports and related fields, such as R&D and startups.
Al. Jerozolimskie 202
02 – 486 Warszawa
Tel.: +48 22 631 03 71
Tel.: +48 22 631 03 12
Fax: +48 22 874 01 15